+49 (0) 2630 91590-0
Kontakt







Durch eine "wesentliche Veränderung" an einer Maschine verpflichtet sich der Betreiber, die EG-Konformität neu zu bewerten. Anlagen lassen sich jedoch auch modernisieren ohne die Rechtmäßigkeit der bisherigen CE-Kennzeichnung zu gefährden. TÜV SÜD und PSI Technics erläutern, wann ein Betreiber zum Hersteller wird und warum sich ein Retrofit in jedem Fall lohnen kann.
Ob in der Verfahrens- oder Fertigungsindustrie: Wenn Maschinen automatisierte Prozesse ausführen, übernehmen die elektronischen und programmierbaren elektronischen Steuerungen eine entscheidende Rolle im Hinblick auf die Effizienz der Anlage. Mit neuen, besseren Komponenten lassen sich Prozesse häufig optimieren. Entscheidend ist dafür in der Regel, dass die Steuerung angepasst wird. Der Betreiber der Anlage wird dann formal schnell zum "Hersteller", wenn die Umbaumaßnahme eine wesentliche Veränderung im Sinne der Maschinenrichtlinie darstellt.
Um die Maschine oder Maschinenanlage weiter zu betreiben, müssten die Anwender oder Betriebsleiter dann ein neues Konformitätsbewertungsverfahren durchführen. Damit und mit der anschließenden Konformitätserklärung weist ein Hersteller nach, dass sein Produkt sicher ist, weil er es nach den grundlegenden Sicherheitsrichtlinien geplant und konstruiert hat. Das CE-Kennzeichen signalisiert dem Kunden oder Betreiber die Normkonformität (siehe Infokasten 1).
Infokasten 1
Das Konformitätsbewertungsverfahren ist für Hersteller verpflichtend, wenn sie ihr Produkt auf dem europäischen Binnenmarkt vertreiben wollen. Die europäische Richtlinie 2001/95/EG über die allgemeine Produktsicherheit legt für zahlreiche Produkte Mindestanforderungen an die Sicherheit fest.
Die Anforderungen an Maschinen werden in der europäischen Maschinenrichtlinie 2006/42/EG festgelegt. Durch das Konformitätsbewertungsverfahren versichert der Hersteller, dass sein Produkt die in den Richtlinien festgehaltenen Sicherheitsanforderungen erfüllt. Die erfolgreiche Konformitätsbewertung belegt er dann mit der EU-Konformitätserklärung. Am Produkt selbst wird die Normkonformität mit dem CE-Kennzeichen bestätigt. Das Verfahren muss für jedes Produkt vor dem erstmaligen Inverkehrbringen durchgeführt werden.
Das Produktsicherheitsgesetz konkretisiert die Vorgaben der EU-Richtlinie auf nationaler Ebene. Demnach ist eine Maschine bei einer "wesentlichen Veränderung" als Neuprodukt anzusehen. Der Begriff der "wesentlichen Veränderung" wird im Interpretationspapier zum Thema "Wesentliche Veränderung von Maschinen" des Bundesministeriums für Arbeit und Soziales definiert.
Sind die Voraussetzungen für eine "wesentliche Veränderung" erfüllt, dann ist auch ein Betreiber verpflichtet darauf zu achten, dass die Maschine auch nach der Veränderung noch sicher ist. Dazu dient auch in diesem Fall das Konformitätsbewertungsverfahren. Das bedeutet jedoch einen finanziellen und zeitlichen Aufwand. Deshalb scheuen viele Unternehmen diese de-facto-Herstellerpflichten. Sie fürchten, dass die Modernisierung der Anlage dadurch unwirtschaftlich wäre und oft fehlt auch das entsprechende Know-How.

Die Änderung einer Steuerungskonstellation ist immer dann kritisch zu betrachten, wenn durch sie Sicherheitssignale beeinflusst werden. Allerdings lassen sich Maschinen und ihre Steuerungen auch optimieren ohne in die Sicherheitsfunktionen eingreifen zu müssen. Und selbst wenn sich die Änderung auf die Verarbeitung sicherheitsgerichteter Signale auswirkt, muss das nicht zwangsläufig eine wesentliche Veränderung im Sinne der Maschinenrichtlinie bedeuten. Tatsächlich handelt es sich in der Mehrzahl der von TÜV SÜD untersuchten Fälle nicht um eine wesentliche Veränderungen, wenn Änderungen an Maschinensteuerungen durchgeführt werden sollen. Im Allgemeinen lassen sich drei unterschiedliche Fallgestaltungen unterscheiden:
Aus diesen drei möglichen Situationen ergibt sich die Schlussfolgerung, dass Änderungen an Maschinen und Maschinenanlagen folgende Auswirkungen haben können:
Zentrale Frage bei der Untersuchung ist also immer, ob sich durch die Veränderung neue Gefährdungen ergeben haben oder sich ein bereits vorhandenes Risiko erhöht hat. Das BMAS hat diese Fragestellung anhand eines Flussdiagrams dargestellt (Abb. 1).

Das Zögern auf Betreiberseite beim Thema Retrofit wirkt sich auch auf Komponentenhersteller und Lösungsanbieter aus. Steuerungskomponenten etwa, die keine zertifizierten Sicherheitsbauteile sind, werden zurückhaltend eingesetzt, wenn Ungewissheit darüber herrscht, ob ein Einbau die Normkonformität der Maschine gefährdet. Einsparpotenziale durch Retrofit – beispielsweise durch einen effizienteren oder materialschonenderen Betrieb – bleiben so vielfach ungenutzt.
Auch die Mitarbeiter von PSI Technics sind bei ihrer Arbeit regelmäßig gefordert, die Frage zu klären, ob ihre Produkte problemlos verwendet werden können. Das Unternehmen entwickelt Lösungen, um die Leistung von automatisierten Intralogistikanlagen zu optimieren, sodass Positionierzeiten verkürzt und gleichzeitig Belastungen der Anlage reduziert werden. Dazu bietet es Systemanalysen vor Ort an, anhand derer die Optimierungsmöglichkeiten von Anlagen bewertet werden. Als Ergebnis davon wird häufig empfohlen, die Steuerung mit Hilfe von Spezialkomponenten zu erweitern. Eine solche Aufgabe kann unter anderem das Positioniersystem ARATEC erfüllen (siehe Infokasten 2). Dazu verwertet es Daten von Sensoren und gegebenenfalls auch von der speicherprogrammierbaren Steuerung (SPS). Je nach Steuerungsarchitektur kann das Gerät dann auch Befehle an die SPS senden.
Infokasten 2
ARATEC, das Positioniersystem der PSI Technics GmbH, navigiert Regalbediengeräte in vollautomatischen Hochregallagern präziser, schneller und dabei anlagenschonender an ihre Zielkoordinaten. Auch in Hubwerken, Kransystemen, Verschiebewagen oder Lastenaufzügen kann das System eingesetzt werden (Abb. 5).
Eine der Besonderheiten von ARATEC ist, dass es sich selbstlernend auf die Maschine einstellt. Das System ist in der Lage, das Verhalten der Anlage zu analysieren und berücksichtigt dabei Antrieb und Mechanik. Durch die intelligente Optimierung von Beschleunigung, Geschwindigkeit und Toleranz verkürzt das ARATEC Fahrwege und -zeiten. Schleichfahrten fallen weg und Mastschwingungen können fast vollständig kompensiert werden. Störungen der Anlage (z. B. Lichtstrahlunterbrechungen oder Störungen des Antriebs) werden im laufenden Betrieb vom System erkannt.
Bei Brückenkränen kann das ARATEC einen Schräglauf im Stillstand oder während der Fahrt korrigieren oder auch gezielt herbeiführen. Für den Fall, dass mehrere Anlagen auf einer Bahn laufen verfügt das System über einen komfortablen und individuell anpassbaren Kollisionsschutz.
Die Systemunabhängigkeit ermöglicht die Verwendung sowohl in Alt- und Neuanlagen aller Hersteller. Das Gerät lässt sich ohne Spezialsoftware in bestehende Systeme integrieren. Die Parametrierung läuft über ein Webinterface. Für die Bedienung sind keine Spezialkenntnisse nötig. Das Gerät ist wartungsfrei. Der modulare Aufbau ermöglicht den einfachen und schnellen Austausch von Teilen.




Das Unternehmen wollte sowohl den eigenen Technikern als auch seinen Kunden Gewissheit darüber verschaffen, wie die Nachrüstung einer Steuerung gelingt, ohne dass ein neues Bewertungsverfahren nötig wird. In einem gemeinsamen Workshop klärten Mitarbeiter von PSI Technics und Experten für Funktionale Sicherheit von TÜV SÜD daher die Frage, welche Kriterien entscheidend sind, damit die Änderung an einer Steuerung eine wesentliche Veränderung darstellt. Die Anforderungen sind in der Maschinenrichtlinie 2006/42/EG und den konkreten Formulierungen des Interpretationspapiers "Wesentliche Veränderung von Maschinen" des Bundesministeriums für Arbeit und Soziales festgelegt.
Am Beispiel ARATEC haben die Experten drei Umbauvarianten einer Steuerung skizziert und analysiert. Grundlage ist eine Steuerungskonstellation (Abb. 2) bei der die SPS Positions-, Geschwindigkeits- und Beschleunigungsbefehle an den im Frequenzumrichter integrierten Servopositionsregler sendet. Der Regler verwendet dabei einen standardisierten Parametersatz, der zwar auf die spezielle Maschine angepasst ist, jedoch keine optimalen Ergebnisse liefert. Um die Positionsregelung zu verbessern, kann das ARATEC auf unterschiedliche Weise in die Steuerung eingebaut werden:
Die TÜV SÜD-Sachverständigen konnten darlegen, dass in den ersten beiden Fällen keine wesentliche Änderung vorliegen kann. Beide Umbaukonzepte führen weder zu neuen Gefährdungen noch dazu, dass bereits vorhandene Risiken erhöht werden. Die vorhandenen Sicherheitsparameter bleiben durch den Einbau des ARATEC unberührt, denn das Positioniersystem verarbeitet keine sicherheitsgerichteten Steuersignale. Es greift lediglich auf die Positionsdaten zu und regelt den Frequenzumrichter. Grundsätzlich wird die Sicherheit der Anlage durch die Änderung an der Steuerung nicht beeinträchtigt und die Normkonformität muss nicht neu bewertet werden. Die Dokumentation der Gefährdungsbeurteilung, der Analyseergebnisse und der Retrofit-Maßnahme sind ausreichend.
Auch im dritten Fall muss nicht zwangsläufig von einer wesentlichen Veränderung ausgegangen werden. Allerdings kann eine Änderung an der Steuerung, durch die auch sicherheitsgerichtete Signale beeinflusst werden, zu neuen Gefährdungen oder zu Erhöhung von bestehenden Risiken führen. Da das ARATEC nicht als Sicherheitsbauteil zertifiziert ist, ist nicht gewährleistet, dass es in kritischen Betriebszuständen noch zuverlässig funktioniert. Es kommt in diesem Fall also darauf an, ob die gestiegenen Risiken durch einfache Schutzeinrichtungen ausreichend gemindert werden können. Nur wenn das nicht der Fall ist, liegt eine wesentliche Veränderung vor.
Solange die Sicherheitsfunktionen und Schutzkreise einer Steuerung nicht beeinflusst werden, können Betreiber also davon ausgehen, dass es sich bei der Umbau- oder Modernisierungsmaßnahme nicht um eine wesentliche Veränderung handelt. Mit der Gefährdungsbeurteilung oder Risikoanalyse bekommt der Betreiber diesbezüglich Gewissheit. Bei einer anstehenden Modernisierung ist es ohnehin hilfreich, wenn Konfiguration, Parametrierung und Systemarchitektur der Anlage bekannt sind. Dazu müssen Schaltpläne, Konstruktionszeichnungen, Bedienungsanleitungen und Gefährdungsbeurteilungen aktuell sein. Konstrukteure gehen dann sicher, dass die sicherheitsgerichteten Signale der Steuerung wieder sicher verarbeitet werden. Die Gefährdungsbeurteilung kann überdies auch offenlegen, dass wichtige Unterlagen fehlen oder nicht mehr aktuell sind: Für Wartung, Instandhaltung, Reparatur aber gerade auch für künftige Retrofit-Maßnahmen sollte die Anlagendokumentation dann auf den neuesten Stand gebracht werden.
Wenn die Maßnahmen tatsächlich wesentliche Veränderungen im Sinne der Maschinenrichtlinie darstellen, sollten die Pläne zur Modernisierung oder Optimierung indes nicht gleich verworfen werden. Eine Steuerung, die sich nicht mit einfachen Maßnahmen optimieren lässt, hat häufig auch ein sicherheitstechnisches Optimierungspotenzial. Insofern ist ein Retrofit für Betreiber auch die Gelegenheit, Anlagen sicherheitstechnisch auf den neusten Stand zu bringen.
Fragen im Zusammenhang mit dem Konformitätsbewertungsverfahren können häufig gemeinsam mit dem Technologie- und Lösungsanbieter beantwortet werden. In jedem Fall sollten jedoch Zuständigkeiten und Verantwortlichkeiten klar verteilt sein, bevor Retrofit-Maßnahmen umgesetzt werden. Bestehen darüber hinaus Unklarheiten bezüglich der wesentlichen Veränderung, können sich Unternehmen auch von unabhängigen Dritten wie TÜV SÜD bei der Bewertung der Einbausituation unterstützen lassen.
Fotos: PSI Technics, TÜV SÜD Industrie Service GmbH, Fotolia
Autoren:
Pascal Staub-Lang (M.Sc.), Leiter des Kompetenzzentrums Maschinensicherheit, TÜV SÜD Industrie Service GmbH
Kontakt:
TÜV SÜD Industrie Service GmbH
Am Alten Forsthaus 1
66386 St. Ingbert
Telefon: 06894 9969813
E-Mail: pascal.staub-lang@tuev-sued.de
Internet: www.tuev-sued.de/is
Jan van Bebber, Assistent der Geschäftsführung, PSI Technics GmbH
Kontakt:
PSI Technics GmbH
An der Steinkaul 6a
56333 Winningen
Telefon: 02630 91590-31
E-Mail: jan.vanbebber@psi-technics.com
Internet: www.psi-technics.com
Verstehen. Hinterfragen. Konsequent weiterdenken: Das ist unser Kerngeschäft. Wir nutzen unsere langjährigen Kenntnisse sowie modernste Methoden und Techniken um Digitalisierung und Automatisierung individualisiert und pragmatisch in die Wertschöpfungsketten unserer Kunden zu integrieren. So schaffen wir die Basis für Mehrwert – jetzt und in Zukunft.
AUTOMATISIEREN. OPTIMIEREN. QUALITÄT PRÜFEN. ENERGIE EINSPAREN.


Partnerschaften mit Gewinn für alle Beteiligten: Auf der Basis des engen Zusammenspiels des Applikations- und Branchen-Know-how im Bereich IIoT Technology und Industrial Edge, der Siemens-Produkt- und System-Erfahrung und der AWS-Cloud-Expertise entstehen für unsere Kunden maßgeschneiderte Lösungen und damit klare Wettbewerbsvorteile im Markt.Erfahren Sie mehr...

Tauchen Sie ein in die Welt der PSI Technics, dem Kompetenzzentrum für Digitalisierung und Automatisierung. Wir begleiten Ihre technischen und industriellen Prozesse in die Zukunft.
Sie können auch über unsere Kontaktseite einen Termin für Ihre persönliche Guided Tour vereinbaren. Digitalen Showroom jetzt besuchen

Seit dem 21.03.2022 finden Sie uns an unserem neuen Standort An der Steinkaul 6a in 56333 Winningen im Industrie- und Gewerbegebiet "Am Flugplatz". Sehen Sie hier die Highlights des Neubaus

Von Personal- und Führungskräftetrainern längst als "Hidden Champion" unter den Arbeitgebern in Rheinland-Pfalz erkannt, baut PSI Technics sein Team stärker aus. Gesucht werden Informatiker der Bildverarbeitung / Computervisualistik, Software-Ingenieure, Ingenieure der Elektro- / Regelungstechnik und Mechatronik, Techniker sowie Administrationskräfte. PSI Technics bietet für die Region um Koblenz innovative Ausbildung und zukunftssichere, familienfreundliche, flexible Arbeitsplätze. Besuchen Sie unsere aktuellen Stellenangebote

Als Experte auf dem Gebiet der Bildverarbeitung entwickeln wir für Sie individuelle Systemlösungen, die anspruchsvolle Verfahren erfordern. Ihre Aufgabe bestimmt die Technologie: in der Lebensmittelindustrie - zum Film im Schienenverkehr - zum Film in der Automobilindustrie - zum Film in der Rohstoffindustrie - zum Film

Für automatisierte Prüf- sowie Messaufgaben in der Produktion.
Digitale Kamerasysteme ermöglichen mehr Qualität, Produktivität und Sicherheit in Arbeitsprozessen. Mittels automatisierter Sichtprüfungen und intelligenter Methoden zur Bildauswertung werden Produktionskosten drastisch gesenkt und Prozesse in der Qualitätskontrolle optimiert. Die Systeme sind branchenunabhängig einsetzbar, z. B. in der Automobilherstellung, in der Wartung von Schienenfahrzeugen und in der Lebensmittelproduktion. Zum Film
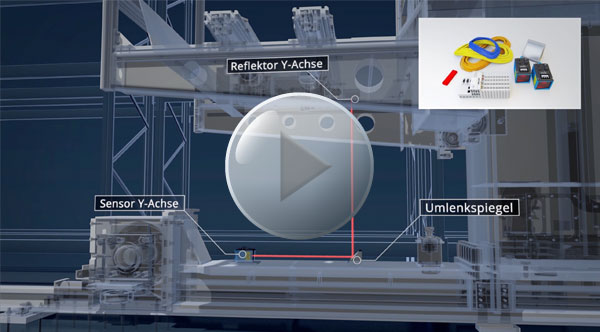
Das ARATEC Positioniersystem ist die innovative Entwicklung von PSI Technics für Positionieraufgaben im industriellen Bereich. Zum Film
Erfahren Sie in einer amüsanten Kurzgeschichte, warum ARATEC die beste Positionierlösung auf dem Markt ist. Film-Version für Anwender von Regalförderzeugen / RegalbediengerätenFilm-Version für Anwender von Kranen / Brückenkranen
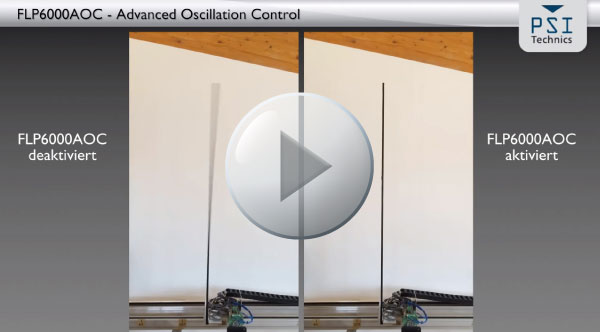
Erweiterungsmodul des ARATEC zur Reduzierung von Mastschwingungen an Regalbediengeräten. Der Versuchsaufbau demonstriert, dass Schwingungen mit aktiviertem FLP6000AOC-Modul sehr schnell kompensiert werden oder gar nicht erst auftreten, selbst unter dem Einfluss größter Störungen.
Lassen Sie sich unverbindlich von uns beraten
PSI Technics GmbH
An der Steinkaul 6a
56333 Winningen | Germany
TEL +49 (0) 2630 91590-0
FAX +49 (0) 2630 91590-99
info@psi-technics.com